�������������췽��
����ʱ�䣺2017-10-11 10:33:53 �����
��Դ�� 36365.net
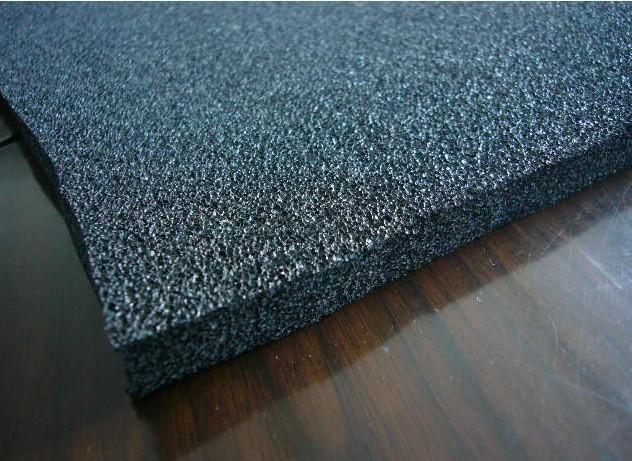
������������Ʒʱ��һ�����Ƚ�����ģѹ����Ƭ״����״��������״�ĺ�����ϣ�Ȼ���и������Ҫ������Ʒ��Ŀǰ��Ҫ�����ּӹ���������ѹģѹ����ѹģѹ������������
1����ѹģѹ�ӹ�
�����ij�ѹģѹ�ӹ����ǽ������㹻���ݼ��Ļ������Ϸ���ģǻ�ڣ�Ȼ�����ݡ�ע�⽺�ϲ�Ҫ����ģǻ����һ���ֿռ乩���Ϸ������͡�ģǻ�Ϸ�Ҫ���������ף��Ա�������ʱ��ģǻ�Ϸ��Ŀ����ų������˽���ǰ������ģǻ�ڱڵ�һ�鲼Ƭ��Ϳһ�㻬ʯ�ۣ���ʱ�ɽ��²������ݳ��������ų�����ѹģѹ����ʱҪ���ϵ��Ƚϵͣ�ʹ������ģǻ�������Ժã��������͡����ַ����Ƶõĺ�������Ʒ�ݿṹ��Ϊ���ṹ��Ҳ����Ϊ�տṹ��ȡ���ڷ��ݼ���Ʒ�ֺ������Լ����ϵ����ٶȡ�
2����ѹģѹ�ӹ�
�{ѹģѹ���ƺ�����һ���Ԥ��������������ɡ���1��Ԥ����ͳ�ĸɽ�ģѹ�������������з��ݼ��Ľ���װ��ģǻ����ģ����135��145°C�¼�ѹԤ��25��35min��Ȼ��жѹ������ģǻ��������������ģ��ģǻ����գ������Ľ��У����ݼ��ֽ����������������ʹ�����ڵ�ѹǿ������жѹʱ��������ѹ�Ľ���������ڵĸ�ѹʹ����Ѹ����δ��ȫ�����Ľ��������ͣ�����ϸС�ıտ��ࡣ���Ϸ��������ʿ�ͨ���䷽����Լ�������ʱ����¶������ơ���Ʒ�����ճߴ�ͽ��ϵ���ȫ���ڵڶ���������ʱ��ɡ�
����ע�⣬�ڿ�ģжѹʱһ��ҪѸ�١�˳������ȫ��ģ�ߵ�ģǻ��Ҫ��Ƴ�15°����ǣ�������Ʒ��ģ��жѹʱƽ�����ĸ������Ҫ˳����ʹ������ȫ�������͡�������������͵Ĺ������ܵ��谭����Ʒ���ܻ��������ѡ���2�����ν�Ԥ�ĺ�����Ʒ�ŵ����������ģ���ڣ��ڸ���Ԥ���¶�15��25t������������6O��90min��ʹ������Ʒ��ȫ�����ͣ��ȶ������ճߴ硣��������¶Ⱥ�ʱ������Ʒ�ĺ��ȷ����
��Ҫע����ǣ�����Ь�����������ճߴ����ڵ�һ������ɣ����ڶ����ǽ�ģѹ��ĺ���Ь����100��121°C���ȴ���10��24h���ȶ��ߴ硣������ȶ��ߴ磬��ʹ��ʱ��Ʒ������տs�����Ρ�
3�����������ӹ�
�÷�������ҵ���Ʊ�������Ʒ����Ч����õļӹ��������ǽ����з��ݼ��Ľ���ͨ����������������ѹ�ӻ�ѹ��һ����ȵĽ�Ƭ��Ȼ�������Ʒ��ѹ�ӽ�Ƭ����ͨ���ȿ���¯��Һ�����ʡ���¯�����ڴ����������豸���ݡ����͡���Щ���������ڳ�ѹ���{���½��У����ݼ��ķֽ��ٶȺܿ죬Ҫʹ���Ϸ��ݣ����ϵ����ٶ�ҲҪ��ܿ죬���䷽���ʱע��ѡ�����ٶȿ�Ľ��Ϻ�����ϵ��
�����ıտ����ͲĿ����������ܷ�����������Ƭ���ܵ����²�ȳ��ϡ�EPDM��CR��SBR��NBR�����Լ����ǵĹ�����ɲ������ַ������캣����Ʒ�����ڹܵ����²�Ҫ����ȼ������NBR��PVC������ݼ��õ���ࡣ
����ת���뱣����36365.net������ҵ��Ϣ�������������Ż���

36365.net www.henbcn.com��
>�����������
- Һ��轺��֪ʶ���������ܼ�����;��2018-03-12 10:03:58
- ��ϩ���������ַ���2017-12-14 11:12:31
- ��Ӣ�ﵥ�ʺ�����ѧϰ����ó���ã���2017-10-17 11:10:03
- ��������Ʒ����������ԭ�����2017-10-11 10:10:45
- ������������ô�죿2017-10-11 10:10:49
- ��ճ�ϼ��Ľ��ܼ�ʹ�á�2017-10-11 10:10:21
- ����Ʒ���������ݴ����취2017-10-11 10:10:07
��ҳ�Ƽ�

����ͼƬ






��������
��������
�Ƽ��Ķ�


ͷ������
- 2018���ʮ�����������ᱨ���� ��6��22-2
- �μ��齺����������ѵ�࣬ѧϰ�齺������
- �μ��齺����������ѵ�࣬ѧϰ�齺������
- ���ܽ�����һ������ʵ����ɫ��չ�ıؾ�֮·
- 2018��ʮ������������֪ͨ����6��22 - 24
- ����ó��ս��Ӱ��PC�۸�
- ���ڻ������������ ��˰����潵�ټӿ�
- 2018���й���ҵ��ǿ��ҵ����������������
- �齺����������ѵ�࣬����3�쿪�Σ��Ͽ챨����
- ����ó��ս�Ӿ� ��������ҵͿ�����ϵȶ������
�۸�����
���г�
ͼƬ����
